15951508382
15951508382

常州市尚轩传动机械有限公司
联系人:潘经理
手机:15951508382
电话:0519-85250680
传真:0519-85250680
邮箱:sales@yslyyqd.com
地址:常州市武进区雪堰镇共建村竹园头106# (恒春电力公司里面)
网址 :www.czhuosaigan.cn
| www.yslyyqd.cn |
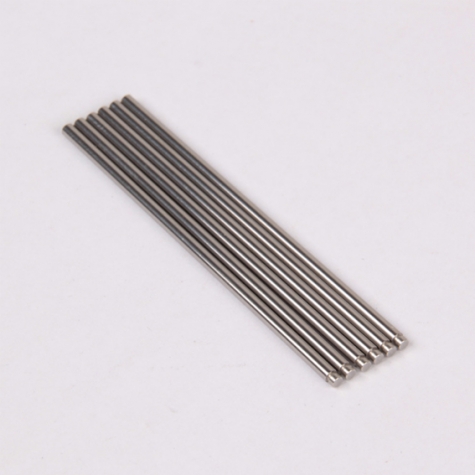
活塞杆在工作中与生产中的要求根据不同的情况是需要经过不同的加工工艺的,调质与电镀方式是活塞杆生产中非常重要的两种方式。它们的目的其实很简单。就是尽量的在活塞杆的使用避免出现因常规使用问题而频繁出现问题。比如磨损、裂纹等等。调质出来可以有利于帮助活塞杆表面微小裂纹的封闭,提高抗腐蚀等能力。镀简单来说可以提高表面耐磨性,活塞杆的减缓使用中的磨损。

活塞杆表面粗糙度要求应该要达到Ra0.4-0.8um。为保证活塞杆加工精度的稳定性,在加工全过程中,不可以进行人工校直。活塞杆的使用大部需要承受交变载荷,其装置往复摩擦其表面,因此对于表面要满足硬度高、耐磨等要求。在选择定位基准时,为了可以有效保证零件同轴度公差以及各部分的相互位置精度,其所有的加工工序都可以要采用两中心孔定位,斗式提升机符合基准统一原则。为了保证加工精度,在对活塞杆进行车削时,要将粗车、精车分开。而且粗、精车一律使用跟刀架,以此来减少加工时工件的变形,同时在加工两端螺纹时,还应记得使用中心架。磨削外圆表面时,工件比较会容易让刀、弹性变形,从而影响活塞杆的精度。因此,在加工时应修研中心孔,要保证中心孔的清洁以及中心孔与顶尖间松紧程度适宜,并保证良好的润滑。在进行螺纹加工时,若是活塞杆因螺纹的加工公差比较大,定心能力差,不能保证装配的同轴度时,我们在进行导向套装配时,应该以其外密封面来定位的,假如此定位面的长度小于螺纹的配合长度,则应该在装配时螺纹先进入配合,然后再从定位面进入配合。

还有个表面渗氮处理,一次提高活塞杆的硬度,常与单柱液压机调质处理通用以此达到表面整体硬度要求。通过调质、渗氮提高硬度和表面状态,镀来提高表面的耐磨性是活塞杆具有优良的性能。
而它的加工技术能够提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高油缸杆疲劳强度。 通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了油缸杆表面的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。同时,降低了油缸杆活塞运动时对密封圈或密封件的摩擦损伤,提高了油缸的整体使用寿命。 滚压工艺是一种高效高质量的工艺措施。
本文内容由互联网用户自发贡献自行上传,本网站不拥有所有权,未作人工编辑处理,也不承担相关法律责任。如果您发现本社区中有涉嫌抄袭的内容,欢迎发送邮件至:1850385365@qq.com 进行举报,并提供相关证据,工作人员会在5个工作日内联系你,一经查实,本站将立刻删除涉嫌侵权内容。